હેડસ્ટોન
પૃષ્ઠભૂમિ
હેડસ્ટોન્સને ઘણાં વિવિધ નામોથી ઓળખવામાં આવે છે, જેમ કે સ્મારકના પત્થરો, કબરના ચિહ્નો, કબરના પત્થરો અને કબરના પત્થરો.તે બધા હેડસ્ટોન્સના કાર્યને લાગુ પડે છે;મૃતકનું સ્મરણ અને સ્મરણ.હેડસ્ટોન્સ મૂળરૂપે ફીલ્ડસ્ટોન્સ અથવા લાકડાના ટુકડામાંથી બનાવવામાં આવ્યા હતા.કેટલાક વિસ્તારોમાં, પથ્થરો (જેને "વરુના પત્થરો" તરીકે ઓળખવામાં આવે છે) છીછરા કબરને ઉઘાડતા પ્રાણીઓને અટકાવવા માટે શરીર પર મૂકવામાં આવ્યા હતા.
ઇતિહાસ
પુરાતત્વવિદોને નિએન્ડરથલ કબરો મળી છે જે 20,000-75,000 વર્ષ જૂની છે.આ મૃતદેહો ગુફાઓમાં મળી આવ્યા છે જેમાં મોટા ખડકોના ઢગલા અથવા પત્થરો ખોલવામાં આવ્યા છે.એવું માનવામાં આવે છે કે આ કબરો આકસ્મિક હતી.ઘાયલ અથવા મૃત્યુ પામેલાને કદાચ સાજા થવા પાછળ છોડી દેવામાં આવ્યા હતા, અને ખડકો અથવા પથ્થરોને જંગલી પ્રાણીઓથી બચાવવા માટે ગુફાની સામે ધકેલવામાં આવ્યા હતા.ઈરાકની શરીન્દર ગુફા એક વ્યક્તિના અવશેષોનું ઘર હતું (સી. 50,000 બીસી) શરીરની આસપાસ ફૂલો પથરાયેલા હતા.
જેમ જેમ સમય આગળ વધ્યો તેમ દફન કરવાની અન્ય વિવિધ પદ્ધતિઓ વિકસિત થઈ છે.લગભગ 30,000 બીસીની આસપાસના સમયે તેમના મૃતકોને સમાવવા માટે ચાઇનીઝ શબપેટીઓનો ઉપયોગ કરનારા સૌપ્રથમ હતા અને ઇજિપ્તના રાજાઓના મૃતદેહોને મૃત્યુ પછીના જીવન માટે સાચવવા માટે લગભગ 3200 બીસીમાં શબીકરણનો ઉપયોગ કરવામાં આવ્યો હતો.ફેરોને એક સાર્કોફેગસમાં મૂકવામાં આવશે અને તેમના સેવકો અને વિશ્વાસુ સલાહકારોનું પ્રતિનિધિત્વ કરતી મૂર્તિઓ સાથે દફનાવવામાં આવશે, તેમજ સોનું અને વૈભવી વસ્તુઓ બહારની દુનિયામાં તેમની સ્વીકૃતિની ખાતરી કરવા માટે.કેટલાક રાજાઓએ તેમના વાસ્તવિક સેવકો અને સલાહકારોને મૃત્યુમાં તેમની સાથે રાખવાની જરૂર હતી, અને સેવકો અને સલાહકારોને મારી નાખવામાં આવ્યા હતા અને કબરમાં મૂકવામાં આવ્યા હતા.અગ્નિસંસ્કાર, જે લગભગ શબપરીક્ષણ તરીકે શરૂ થયો હતો, તે પણ મૃતકોના નિકાલની એક લોકપ્રિય પદ્ધતિ હતી.આજે તે યુનાઇટેડ સ્ટેટ્સમાં નિકાલ પદ્ધતિઓમાં 26% અને કેનેડામાં 45% હિસ્સો ધરાવે છે.
જેમ જેમ ધર્મોનો વિકાસ થયો તેમ તેમ સ્મશાનને નીચું જોવામાં આવ્યું.ઘણા ધર્મોએ અગ્નિસંસ્કાર પર પણ પ્રતિબંધ મૂક્યો હતો, અને દાવો કર્યો હતો કે તે મૂર્તિપૂજક ધાર્મિક વિધિઓની યાદ અપાવે છે.દફન કરવાની પસંદગીની પદ્ધતિ હતી, અને કેટલીકવાર મૃતકોને ઘરમાં દિવસો સુધી મૂકવામાં આવતા હતા જેથી લોકો તેમના આદર આપી શકે.1348 માં, પ્લેગ યુરોપમાં ફટકો પડ્યો અને લોકોને શક્ય તેટલી વહેલી તકે અને શહેરોથી દૂર મૃતકોને દફનાવવાની ફરજ પડી.આ મૃત્યુ અને દફનવિધિ ત્યાં સુધી ચાલુ રહી જ્યાં સુધી કબ્રસ્તાનો ભરાઈ ન જાય અને, અસંખ્ય છીછરી કબરોને કારણે, રોગ ફેલાવવાનું ચાલુ રાખ્યું.1665માં, અંગ્રેજી સંસદે માત્ર નાના અંતિમ સંસ્કાર કરવાની તરફેણમાં ચુકાદો આપ્યો અને કબરોની કાયદેસરની ઊંડાઈ 6 ફૂટ (1.8 મીટર) રાખવામાં આવી.આનાથી રોગનો ફેલાવો ઓછો થયો, પરંતુ ઘણા કબ્રસ્તાનો વધુ પડતી વસ્તી ધરાવતા હતા.
આજે જોવા મળે છે તે સમાન પ્રથમ કબ્રસ્તાન, 1804 માં પેરિસમાં સ્થાપિત કરવામાં આવ્યું હતું અને તેને "બગીચો" કબ્રસ્તાન કહેવામાં આવે છે.Pèere-Lachaise ઓસ્કાર વાઇલ્ડ, ફ્રેડરિક ચોપિન અને જિમ મોરિસન જેવા ઘણા પ્રખ્યાત નામોનું ઘર છે.તે આ બગીચાના કબ્રસ્તાનમાં હતું કે હેડસ્ટોન અને સ્મારકો વિસ્તૃત કાર્યો બની ગયા.વ્યક્તિની સામાજિક સ્થિતિ સ્મારકનું કદ અને કલાત્મકતા નક્કી કરે છે.પ્રારંભિક સ્મારકોમાં હાડપિંજર અને રાક્ષસો સાથેના ભયાનક દ્રશ્યોનું નિરૂપણ કરવામાં આવ્યું હતું જેથી જીવન પછીના જીવનનો ડર રહે.પાછળથી ઓગણીસમી સદીમાં, હેડસ્ટોન્સ શાંતિપૂર્ણ દ્રશ્યોની તરફેણમાં વિકસિત થયા, જેમ કે કરુબ્સ અને એન્જલ્સ મૃતકને ઉપર તરફ લઈ જાય છે.યુનાઇટેડ સ્ટેટ્સે 1831માં કેમ્બ્રિજ, મેસેચ્યુસેટ્સમાં પોતાનું ગ્રામીણ કબ્રસ્તાન, ધ માઉન્ટ ઓબર્ન કબ્રસ્તાન સ્થાપ્યું.
કાચો માલ
પ્રારંભિક હેડસ્ટોન્સ સ્લેટમાંથી બનાવવામાં આવ્યા હતા, જે ન્યૂ ઇંગ્લેન્ડની શરૂઆતમાં સ્થાનિક રીતે ઉપલબ્ધ હતા.લોકપ્રિય બનવા માટેની આગલી સામગ્રી માર્બલ હતી, પરંતુ સમય પછી આરસનો નાશ થશે અને મૃતકોના નામ અને વિગતો અસ્પષ્ટ હતી.1850 સુધીમાં, ગ્રેનાઈટ તેની સ્થિતિસ્થાપકતા અને સુલભતાને કારણે પસંદગીની હેડસ્ટોન સામગ્રી બની ગઈ.આધુનિક સ્મારકોમાં ગ્રેનાઈટ એ મુખ્ય કાચો માલ વપરાય છે.
ગ્રેનાઈટ એ અગ્નિકૃત ખડક છે જે મુખ્યત્વે ક્વાર્ટઝ, ફેલ્ડસ્પાર અને પ્લેજીઓક્લેઝ ફેલ્ડસ્પારનો બનેલો છે જેમાં અન્ય નાના ખનિજો ભળે છે. ગ્રેનાઈટ સફેદ, ગુલાબી, આછો રાખોડી અથવા ઘેરો રાખોડી હોઈ શકે છે.આ ખડક મેગ્મા (પીગળેલી સામગ્રી)માંથી બનાવવામાં આવે છે જે ધીમે ધીમે ઠંડુ થાય છે.કૂલ્ડ મેગ્મા પૃથ્વીના પોપડામાં પરિવર્તન અને જમીનના ધોવાણ દ્વારા શોધી કાઢવામાં આવે છે.
ડિઝાઇન
હેડસ્ટોનને વ્યક્તિગત કરવાની અસંખ્ય રીતો છે.એપિટાફ્સ શાસ્ત્રના અવતરણોથી લઈને અસ્પષ્ટ અને રમૂજી નિવેદનો સુધીની શ્રેણી ધરાવે છે.સાથેની મૂર્તિઓને કોતરીને પથ્થરની ઉપર અથવા તેની બાજુમાં મૂકી શકાય છે.હેડસ્ટોન્સનું કદ અને આકાર પણ બદલાય છે.સામાન્ય રીતે, બધા પત્થરો મશીન પોલિશ્ડ અને કોતરવામાં આવે છે, પછી હાથ દ્વારા બારીક વિગતવાર.
મેન્યુફેક્ચરિંગ
પ્રક્રિયા
- પ્રથમ પગલું એ પથ્થરનો પ્રકાર (સામાન્ય રીતે આરસ અથવા ગ્રેનાઈટ) અને રંગ પસંદ કરવાનું છે.પછી ગ્રેનાઈટ બ્લોક બેડરોકમાંથી કાપવામાં આવે છે.આ કરવાની ત્રણ રીત છે.પ્રથમ પદ્ધતિ ડ્રિલિંગ છે.આ પદ્ધતિ એક ન્યુમેટિક ડ્રીલનો ઉપયોગ કરે છે જે ગ્રેનાઈટમાં 1 ઈંચ (2.54 સે.મી.) અલગ અને 20 ફૂટ (6.1 મીટર) ઊંડે ઊભી છિદ્રો બોર કરે છે.ક્વોરીમેન પછી 4 ઈંચ (10.1 સે.મી.) લાંબા સ્ટીલના બીટ્સનો ઉપયોગ કરે છે જેમાં સ્ટીલના દાંત હોય છે અને ખડકના મૂળ ભાગને કાપી નાખે છે.
જેટ વેધન ડ્રિલિંગ કરતાં ઘણું ઝડપી છે, લગભગ સાત ગણું.આ પદ્ધતિમાં, એક કલાકમાં 16 ફૂટ (4.9 મીટર) ક્વોરી કરી શકાય છે.આ પ્રક્રિયા 2,800°F (1,537.8°C) જ્યોતના સ્વરૂપમાં દબાણયુક્ત હાઇડ્રોકાર્બન ઇંધણ અને હવાના મિશ્રણને બહાર કાઢવા માટે હોલો સ્ટીલ શાફ્ટ સાથે રોકેટ મોટરનો ઉપયોગ કરે છે.આ જ્યોત અવાજની ઝડપ કરતાં પાંચ ગણી છે અને ગ્રેનાઈટમાં 4 ઈંચ (10.2 સે.મી.) કાપે છે.
ત્રીજી રીત સૌથી કાર્યક્ષમ પદ્ધતિ છે, શાંત અને લગભગ કોઈ કચરો ઉત્પન્ન કરતી નથી.વોટર જેટ વેધન ગ્રેનાઈટને કાપવા માટે પાણીના દબાણનો ઉપયોગ કરે છે.વોટર જેટ પિઅરિંગની બે સિસ્ટમ્સ છે, નીચા દબાણ અને ઉચ્ચ દબાણ.બંને પાણીના બે પ્રવાહો બહાર કાઢે છે, પરંતુ નીચા દબાણવાળી સિસ્ટમના પ્રવાહો 1,400-1,800 psi ની નીચે છે અને ઉચ્ચ દબાણના પ્રવાહો 40,000 psi ની નીચે છે.જેટમાંથી પાણીનો પુનઃઉપયોગ કરવામાં આવે છે, અને પદ્ધતિ ભૂલો અને વેડફાઇ જતી સામગ્રીને ઘટાડે છે.
- આગળનું પગલું ક્વોરી બેડમાંથી બ્લોકને દૂર કરવાનું છે.કામદારો 1.5-1.88 ઇંચ (3.81-4.78 સે.મી.) સ્ટીલ બિટ્સ સાથે કાર્બાઇડ સાથે ટીપવાળી મોટી વાયુયુક્ત કવાયત લે છે અને ગ્રેનાઇટના બ્લોકમાં આડા ડ્રિલ કરે છે.તે પછી તેઓ કાગળમાં વીંટાળેલા બ્લાસ્ટિંગ ચાર્જને છિદ્રોમાં મૂકે છે.એકવાર ચાર્જ સેટ થઈ ગયા પછી, બ્લોક બાકીના ખડકમાંથી સ્વચ્છ વિરામ બનાવે છે.
- ગ્રેનાઈટ બ્લોક્સ સામાન્ય રીતે લગભગ 3 ફૂટ (0.9 મીટર) પહોળા, 3 ફૂટ (0.9 મીટર) ઊંચા અને 10 ફૂટ (3 મીટર) લાંબા હોય છે, જેનું વજન લગભગ 20,250 પાઉન્ડ (9,185 કિગ્રા) હોય છે.કામદારો કાં તો બ્લોકની આજુબાજુ કેબલ લૂપ કરે છે અથવા હૂકને બંને છેડે ડ્રિલ કરે છે અને કેબલને હુક્સ સાથે જોડે છે.બંને રીતે કેબલ મોટા ડેરિક સાથે જોડાયેલ છે જે ગ્રેનાઈટ બ્લોકને ઉપર લઈ જાય છે અને ફ્લેટબેડ ટ્રક પર લઈ જાય છે જે તેને હેડસ્ટોન ઉત્પાદક સુધી લઈ જાય છે.ક્વોરી સ્વતંત્ર રીતે માલિકીની હોય છે અને ઉત્પાદકોને ગ્રેનાઈટ વેચે છે, પરંતુ કેટલીક મોટી કંપનીઓ છે જે ક્વોરી ધરાવે છે.
- મેન્યુફેક્ચરિંગ હાઉસ પર પહોંચ્યા પછી, ગ્રેનાઈટ સ્લેબને કન્વેયર બેલ્ટ પર ઉતારવામાં આવે છે જ્યાં તેને નાના સ્લેબમાં કાપવામાં આવે છે.સ્લેબ સામાન્ય રીતે 6, 8, 10 અથવા 12 ઇંચ (અનુક્રમે 15.2, 20.3, 25 અને 30.4 સેમી) જાડા હોય છે.આ પગલું રોટરી ડાયમંડ કરવત સાથે કરવામાં આવે છે.આ કરવત 5 ફૂટ (1.5 મીટર) અથવા 11.6 ફૂટ (3.54 મીટર) ઘન સ્ટીલ ડાયમંડ બ્લેડથી સજ્જ છે.બ્લેડમાં સામાન્ય રીતે લગભગ 140-160 ઔદ્યોગિક હીરાના ભાગો હોય છે અને તે સરેરાશ 23-25 ફૂટ કાપવાની ક્ષમતા ધરાવે છે.2(2.1-2.3 મી2) એક કલાક.
- કટ સ્લેબને ફરતા હેડની વિવિધ સંખ્યા (સામાન્ય રીતે આઠ થી 13) નીચેથી અલગ-અલગ સ્તરની કપચી ગોઠવવામાં આવે છે.
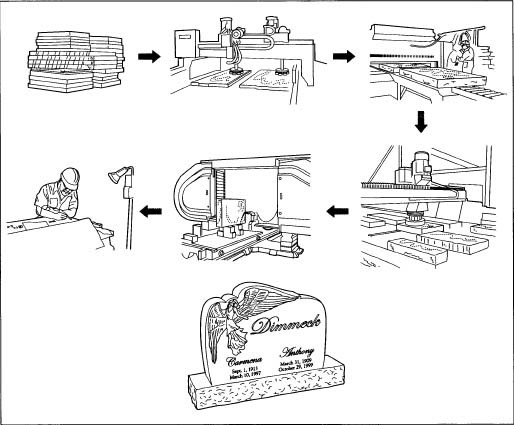
હેડસ્ટોનનું ઉત્પાદન.
સૌથી વધુ ઘર્ષકથી ઓછામાં ઓછા સુધી.પ્રથમ થોડા માથામાં કઠોર હીરાની કપચી હોય છે, વચ્ચેના હેડ હોનિંગ માટે હોય છે, અને છેલ્લા કેટલાક હેડ ફીલ્ડ બફર પેડ્સથી સજ્જ હોય છે.આ પેડ્સ પર પાણી અને એલ્યુમિનિયમ અથવા ટીન ઓક્સાઇડ પાવડર હોય છે જેથી પથ્થરને સરળ, ચળકતા પૂર્ણાહુતિ માટે પોલિશ કરવામાં આવે.
- પોલિશ્ડ સ્લેબને પછી કન્વેયર બેલ્ટ સાથે હાઇડ્રોલિક બ્રેકરમાં ખસેડવામાં આવે છે.બ્રેકર કાર્બાઈડ દાંતથી સજ્જ છે જે ગ્રેનાઈટ સ્લેબ પર 5,000 psi જેટલું હાઈડ્રોલિક દબાણ લાવે છે, જે પથ્થરમાંથી ઊભી કટ બનાવે છે.
- પછી કાપેલા પથ્થરને યોગ્ય આકાર આપવામાં આવે છે.આ કાં તો છીણી અને હથોડી વડે હાથ દ્વારા કરવામાં આવે છે, અથવા વધુ સ્પષ્ટ રીતે મલ્ટિ-બ્લેડ ડાયમંડ સો સાથે કરવામાં આવે છે.આ મશીનને 30 બ્લેડ સુધી રાખવા માટે સેટ કરી શકાય છે, પરંતુ સામાન્ય રીતે ફક્ત આઠ અથવા નવ સાથે લોડ કરવામાં આવે છે.નવ બ્લેડથી સજ્જ, આ મલ્ટિ-બ્લેડેડ હીરાની કરત 27 ફૂટ કાપી શકે છે2(2.5 મી2) એક કલાક.
- પથ્થરની સપાટીને ફરીથી પોલિશ કરવામાં આવે છે.અત્યંત સ્વચાલિત પ્રક્રિયામાં, એક સમયે 64 ટુકડાઓ પોલિશ કરી શકાય છે.
- વર્ટિકલ કિનારીઓને ઓટોમેટેડ પોલિશિંગ મશીન દ્વારા પોલિશ કરવામાં આવે છે, જે સરફેસ પોલિશરની જેમ હોય છે.આ મશીન સખત કપચીનું માથું પસંદ કરે છે અને તેને પથ્થરની ઊભી કિનારીઓ પર કામ કરે છે.ત્યારપછી જ્યાં સુધી કિનારીઓ સરળ ન થાય ત્યાં સુધી મશીન અન્ય ગ્રિટ્સ દ્વારા તેની રીતે કામ કરે છે.
- રેડિયલ કિનારીઓ એક જ સમયે બે હીરા ગ્રાઇન્ડીંગ ડ્રમનો ઉપયોગ કરીને ગ્રાઉન્ડ અને પોલિશ કરવામાં આવે છે.એકમાં કઠોર કપચીનો હીરો છે, અને બીજામાં ઝીણી કપચી છે.પથ્થરની રેડિયલ કિનારીઓ પછી પોલિશ કરવામાં આવે છે.
- જો જટિલ પથ્થરના આકારની જરૂર હોય, તો પોલિશ્ડ પથ્થરને હીરાના વાયર સો પર ખસેડવામાં આવે છે.ઓપરેટર કરવતને સમાયોજિત કરે છે અને પ્રક્રિયા શરૂ કરે છે, જે હેડસ્ટોનમાં આકારોને કોતરવા માટે કમ્પ્યુટર સોફ્ટવેરનો ઉપયોગ કરે છે.કોઈપણ દંડ કોતરણી અથવા વિગતો હાથ દ્વારા સમાપ્ત થાય છે.
- હેડસ્ટોન પછી સમાપ્ત કરવા માટે તૈયાર છે.રોક પિચિંગમાં પથ્થરની બહારની કિનારીઓને હાથથી છીણી કરવી, વધુ વ્યાખ્યાયિત, વ્યક્તિગત આકાર આપવામાં આવે છે.
- હવે જ્યારે હેડસ્ટોન પોલિશ્ડ O અને આકારનો છે, તે કોતરણીનો સમય છે.સામાન્ય રીતે સેન્ડબ્લાસ્ટિંગનો ઉપયોગ થાય છે.હેડસ્ટોન પર પ્રવાહી ગુંદર લાગુ પડે છે.ગુંદર પર રબર સ્ટેન્સિલ લાગુ કરવામાં આવે છે અને પછી ડિઝાઇનના કાર્બન-બેક્ડ લેઆઉટ સાથે આવરી લેવામાં આવે છે.કાર્બન ડ્રાફ્ટ્સમેન દ્વારા તૈયાર કરાયેલ ડિઝાઇનને રબરના સ્ટેન્સિલ પર સ્થાનાંતરિત કરે છે.કાર્યકર પછી પથ્થર પર જોઈતા અક્ષરો અને ડિઝાઇન લક્ષણોને કાપી નાખે છે, તેમને સેન્ડબ્લાસ્ટિંગમાં ખુલ્લા પાડે છે.સેન્ડબ્લાસ્ટિંગ મેન્યુઅલી અથવા ઓટોમેટેડ કરવામાં આવે છે.પ્રક્રિયાના જોખમોને કારણે કોઈપણ પદ્ધતિ બંધ વિસ્તારમાં કરવામાં આવે છે.પથ્થરમાંથી પ્રતિબિંબિત થતા દાણાથી સુરક્ષિત રહેવા માટે કામદારને સંપૂર્ણપણે ઢાંકવામાં આવે છે.કોર્સ કટીંગ એબ્રેસીવ 100 psi ના બળે લાગુ કરવામાં આવે છે.ડસ્ટ કલેક્ટર્સ ધૂળ એકત્રિત કરે છે અને ફરીથી ઉપયોગ માટે સાચવે છે.
- પછી કોઈપણ બચેલા સ્ટેન્સિલ અથવા ગુંદરથી છુટકારો મેળવવા માટે પથ્થરને ઉચ્ચ દબાણની વરાળથી છાંટવામાં આવે છે.તેને ફરીથી પોલિશ્ડ કરવામાં આવે છે અને નજીકથી તપાસવામાં આવે છે, પછી પૂર્ણાહુતિને સુરક્ષિત રાખવા માટે સેલોફેન અથવા ભારે કાગળમાં પેક કરવામાં આવે છે.પેકેજ ક્રેટમાં મૂકવામાં આવે છે અને ગ્રાહક અથવા અંતિમવિધિ નિર્દેશકને મોકલવામાં આવે છે.
ગુણવત્તા નિયંત્રણ
સમગ્ર ઉત્પાદન પ્રક્રિયા દરમિયાન ગુણવત્તા નિયંત્રણ મજબૂત રીતે લાગુ કરવામાં આવે છે.રફ ગ્રેનાઈટના દરેક સ્લેબને રંગની સુસંગતતા માટે તપાસવામાં આવે છે.દરેક પોલિશિંગ પગલા પછી, માથાના પથ્થરની ખામીઓ માટે તપાસ કરવામાં આવે છે.ચિપ અથવા સ્ક્રેચના પ્રથમ સંકેત પર, પથ્થરને લાઇનમાંથી દૂર કરવામાં આવે છે.
આડપેદાશો/કચરો
ખાણમાં વપરાતી કટીંગ પ્રક્રિયાના આધારે, કચરો બદલાય છે.ડ્રિલિંગ એ ક્વોરી કરવાની ઓછામાં ઓછી ચોક્કસ પદ્ધતિ છે, આમ સૌથી વધુ કચરો ઉત્પન્ન થાય છે.વોટર જેટ પદ્ધતિ ઓછામાં ઓછી માત્રામાં ધ્વનિ પ્રદૂષણ અને ધૂળ પેદા કરે છે.તે અન્ય પ્રક્રિયાઓ કરતાં વધુ બળતણ કાર્યક્ષમ પણ છે, અને પાણીને રિસાયકલ કરવામાં સક્ષમ બનાવે છે.સેન્ડબ્લાસ્ટિંગમાં થોડો કચરો પણ હોય છે કારણ કે રેતીના કણો એકત્ર થાય છે અને તેનો પુનઃઉપયોગ પણ થાય છે.ઉત્પાદનમાંથી કોઈપણ ખામીયુક્ત ગ્રેનાઈટ પત્થરો સામાન્ય રીતે અન્ય ઉત્પાદક કંપનીઓને વેચવામાં આવે છે અથવા વિદેશમાં નિકાસ કરવામાં આવે છે.અન્ય હલકી ગુણવત્તાવાળા પથ્થરો કાઢી નાખવામાં આવે છે.
ભવિષ્યમાં
ઘણી નવી તકનીકો છે જે હેડસ્ટોન્સ પર ડિઝાઇન બનાવવા માટે નવીન સોફ્ટવેરનો ઉપયોગ કરે છે.લેસર એચિંગ એ આગામી વિકાસ છે જે લેસર બીમનો ઉપયોગ કરીને હેડસ્ટોન પર ચિત્રો અને વધુ જટિલ ડિઝાઇન મૂકવાની મંજૂરી આપે છે.લેસરની ગરમી ગ્રેનાઈટની સપાટી પરના સ્ફટિકોને પૉપ કરે છે, પરિણામે એલિવેટેડ, આછા રંગનું નકશીકામ થાય છે.
નજીકના ભવિષ્યમાં ગ્રેનાઈટનો અવક્ષય અગમ્ય નથી.જેમ જેમ ખાણનું ખાણકામ કરવામાં આવે છે તેમ તેમ નવા સંસાધનો વિકસિત થાય છે.એવા ઘણા નિયમો છે જે એક સમયે નિકાસ કરી શકાય તેવા ગ્રેનાઈટની માત્રાને મર્યાદિત કરે છે.મૃતકોના નિકાલની વૈકલ્પિક પદ્ધતિઓ પણ એવા પરિબળો છે જે હેડસ્ટોન્સના ઉત્પાદનને મર્યાદિત કરી શકે છે.
પોસ્ટ સમય: જાન્યુઆરી-05-2021